液体金属
来源: 科普中国 发布时间:2023-03-13
液体金属脆液体金属脆的概念
当金属构件与液体金属接触时,由于液体金属的作用,构件往往会发生延迟断裂,称为液体金属脆断(lmic)。
液体金属往往都是那些低熔点金属,如锌、镉、钠和锂等。在不太高的温度下,它们既能熔化成液体和气化成金属气体。当金属构件暴露在熔化了的金属中时,由于渗透作用,这些低熔点金属即可向金属构件内部沿晶界扩散,因而弱化了晶界,造成金属材料的低应力脆断。当构件承受较大的应力时,断裂可能立即发生。但是当构件受力较小时(低于材料的屈服强度),则要经过一定的孕育期后才会发生。
发生lmic的温度,不一定要超过这些低熔点金属的熔点。例如,aisl4340钢或200b马氏体钢的缺口试样,暴露在镉中,当温度在230℃时就可能发生lmic,而这一温度还低于镉的熔点(231℃)。
产生液体金属脆的条件金属构件与液体金属长期接触,就可能产生lmic,但并不是所有固体一液体接触都会产生。产生lmic一般应具备以下条件:
(1)它们之间不能形成稳定的高熔点金属间化合物。
(2)它们之间没有较大的溶解度。
(3)固体金属必须与液体金属接触,建立固体一液体金属间的真正接触面,以浸湿固体金属,但接触面不一定要很大。
液体金属脆的特点
(1)液体金属引起的脆断,明显降低材料的断裂强度和总的伸长率。例如,低碳钢由于锂引起的lmic,其伸长率仅为2%~3%。
(2)lmic往往是沿晶断裂,但在裂纹传播过程中,也可能出现部分穿晶断裂。当应力状态为拉应力时,断面常和应力轴垂直。
(3)材料的强度越高,对lmic越敏感。
(4)单相金属的晶粒度,对lmic的断裂应力有明显影响。品粒越粗大,断裂应力越低。
常见工程材料的液体金属脆断工程上常用的金属材料如碳钢、不锈钢、低合金钢、铝、铜、钛、镍等,与液体金属接触而产生lmic的敏感性是不同的。大致有下面的规律:
(1)碳钢和低合金钢对许多液体金属引起脆断是敏感的。在温度为260~815℃之间,镉、黄铜、青铜、铜、锌、铟、锂都可能使其产生lmic。
(2)不锈钢在一般情况下不发生lmic。
(3)铝和铝合金可被液体镓、钠、锡脆化。
(4)黄铜、青铜对水银所引起的脆化特别敏感。在黄铜、青铜中加入锡或钠,可降低由于水银而引起的脆性。黄铜、青铜还可能被锡、铅脆化。
(5)镁合金对lmic不太敏感,只有钠和锌才能使它们产生脆化。
(6)钛和钛合金承受应力时,水银可能引起它的脆化,熔融的镉也能引起钛脆化。
液体金属的流动凝固过程中的液体流动主要包括自然对流、强迫对流及其传输过程中引起的流动。液体流动对结晶组织、溶质分配、偏析、夹杂物的聚合等都有影响。
自然对流
(1)浮力流
浮力流是最基本最普遍的对流方式。液态金属在铸型中冷却和凝固过程中,由于各处温度不同(温差)造成热膨胀的差异,以及液体各处成分不均匀(浓度差)等原因引起的密度不同而产生浮力,是重力场中产生对流的驱动力。当浮力大于液体的粘滞力时,则产生对流。温差和浓度差造成的对流,其强度可用无量纲的格拉索夫准则度量。
由格拉索夫准则可得:运动粘度愈大,对流强度愈小。此外,由于已凝固的晶体与液体的密度不同,以及由于凝固收缩形成的压力差等原因造成的液体流动也都受粘度的影响。
(2)枝晶间中液体的流动
所谓“在枝晶间的流动”指的是在糊状区中的补缩流。枝晶间的距离一般在10

到100

之间,从流体力学的观点来看,可以将枝晶区域作为多孔性介质处理。但要考虑到流体的流量随时间而减少,枝晶所占体积分数随时问而增加(因为凝固与流动在同时进行);而且还要考虑到液、固两相的密度不同(体系的平均密度随时间而变);还要考虑到散热、降温对密度的影响。因此,金属液在枝晶问的流动问题远比一般的流体通过多孔性介质的问题复杂得多。
枝晶间中液相密度不均匀产生的浮力流及凝固收缩引起的补缩液流是凝固过程中两相区内液体流动的主要形式。在宏观上,可以用达西(darcy)定律描述枝晶间的液体流动。
强迫对流在凝固过程中以外在激励使液相产生的流动称为强迫对流。通过各种凝固技术驱动液体强迫流动,可实现对凝固组织形态及传热、传质条件的控制。通常产生强迫对流的途径为:
①浇注过程的初始动量(mv);
②电磁场搅拌驱动液体的流动;
③液相的机械搅拌;
④凝固过程中的铸型振动;
⑤外加电场引起的溶质的电传输,导致的液体流动;
⑥液相中气体的上浮引起的对流;
⑦液相旋转。
对流对凝固前沿的影响当温度梯度较大时,对流造成凝固前沿的温度波动。当re(雷诺数)值很大时,这种波动可导致凝固速度的波动以及有效分配比的波动,从而造成固相成分的波动——冷却后的侵蚀面上可以看到“偏析带”。
强烈的对流达到紊流的程度时,可能冲刷新形成的枝晶臂而造成晶粒繁殖,对细化等轴晶有一定的帮助。
对于水平方向生长的铸件,如果有垂直方向的对流,则说明有垂直方向的温差,它可导致生长面不垂直于生长方向。
液体金属冲压

液体金属冲压又称液态模锻。实质上,它是另一种类型的挤压铸造,所不同的是液体金属冲压的过程与一般冲压过程相似,即在压力机的砧座上安装一类似冲模的下型,向此型中浇入液体金属如右图(a)所示。而后类似冲头的上型(也可称为冲头)往下移动,将下型中的液态金属挤满型腔,在压力作用下凝固成型,如右图(b)所示。
如右图所示的是一种在我国应用得较广泛的铸锅法。在此情况下,因上口是敞开的,液体金属在凝固时所受的压力较小。
如右下图所示为另一种液体金属冲压,在冲压终了时,型内金属处于封闭的型腔
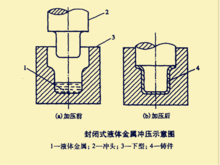
中,故液体金属能在较大的压力下进行凝固。
液体金属冲压的优缺点主要体现在以下几个方面:
①铸件精度高,加工余量小,甚至可优于模锻件。
②由于铸件是在压力下快速凝固的,所以组织致密,晶粒细小,铸件的力学性能较好。
③铸型的寿命较高,通常情况下,如果采用金属型,它的寿命比锻压模具高得多。
④生产率高,工序简单。液体金属冲压大多在油压机上进行,常用来生产铝合金、锌合金、铜合金、铸钢、铸铁等铸件,如高压锅、阀体、活塞、铁锅等。
米乐app官网登录的版权与免责声明
【1】本网站凡注明“学会秘书处”的所有作品,米乐app官网登录的版权均属于四川省金属学会所有,未经书面授权,任何媒体、网站或个人不得转载、摘编或利用其它方式使用上述作品。已经本网站协议授权的媒体或网站,应在授权范围内使用上述作品,并注明“来源:四川省金属学会”。违者本网站将追究其相关法律责任。
【2】本网站凡注明“来源:xxx(非学会秘书处)”的作品,均转载自其它媒体,登载此作品出于传递更多信息之目的,不代表学会观点或证实其描述,不对其真实性负责。作品内容仅供参考,如转载稿件涉及米乐app官网登录的版权等问题,请在两周内来电或来函与四川省金属学会联系。

