钼钢
来源: 科普中国 发布时间:2023-06-08
钼钢的发展
三十年代,人们为解决动力设备蒸汽参数的提高,对材料问题所进行的广泛探索,就发现钼是提高热强钢热强性的最重要元素之一,随后钼钢便在蒸汽锅炉上得到了应用。钼钢的发展实际上是近代低合金热强钢整个系列发展的源头。由于钼钢在一定范围内所表现的优点和多年积累的实践经验,在工业比较发达国家的钢标准中,几乎都列有钼钢或钼钢系。我国于1959年以

钢号纳入yb6—59中。国外有关钼钢的化学成分和主要性能见图
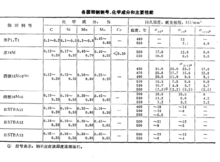
1。
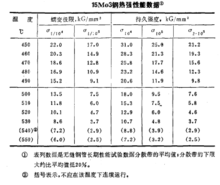
钼钢的性能及用途

钢更详尽的性能数据见图2。
从图1所列数据可以看出,随钼含量的提高,钢的热强性也随之提高。但钼钢的持久塑性则随之降低,例如:
含0.15~0.3%

钢在450~550°c下断裂伸长率在10%以上,而0.5%mo钢的断裂伸长率则多在10%以下。持久塑性降低情况,在510~540°c温度范围内长期处于附加应力条件下,表现得更加明显。因此,虽然继续提高
含量至1%,仍可进一步使热强性提高,而同时却使断裂塑性更加剧烈降低。持久塑性是保证高温受力部件安全运行的重要因素,较高的持久塑性在运行中当临近断裂时能预示出明显的塑性变形,从而便于及时采取必要的措施,而持久塑性太低时,有时会使管子发生突然的脆性爆破。正是由于这种原因,

钢未能得到发展和应用。1
钼钢的缺点是当温度超过480°c长期使用时有石墨化倾向,特别是在焊接接头附近的热影响区中,石墨更易
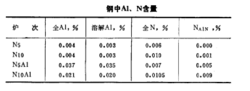
于析出。因此在生产、制造中须采取一些相应措施。为此,不久前西德曾研究了氮和铝对
钢石墨化及持久强度的影响:试验钢各炉次的氮和铝含量见图3。贫铝和含铝的含氮约为0.005%和0.010%的
钢,在450、500和550。°c下的持久强度试验表明,在450°c下长期试验过程中,含氮较少的贫铝钢中的氮全部溶于基体中,其持久强度较低;在500°c下,由于氮以ain形式析出,其持久强度高于用铝脱氧的钢;在550°c下,贫铝钢的这一优势则又失去。在基体中溶解0.025%

钢,在全部试验温度范围内,其持久强度低于其他含溶解铝极少的用铝脱氧的钢的持久强度。所有试验炉次钢的持久强度,都处于已知的
钢的持久强度散差带内。虽然在所研究的钢
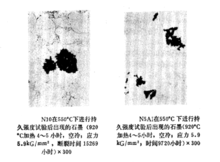
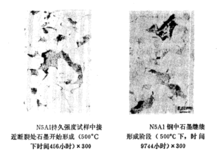
中都有石墨化倾向,但含溶解铝量高的钢,表现出石墨强烈析出的特征,经短期试验后就出现了石墨,参见图4、5。在450和500°c持久应力下,贫铝钢断面收缩率的降低,随原始状态溶解氮含量的增加而加速,但与含铝钢面缩率的最终值相比,并未变得更坏;而在550°c下与含铝量无关,含氮较低的钢,面缩率的最终值较高。
从上述试验结果来看,冶炼时以采用吹氧转炉为宜,并应严格控制终脱氧插铝量。事实证明:只要在冶炼、热加工及焊接等工艺方面采取适当措施,因石墨化所造成的危害是能够控制的。
虽然钼钢存在着上述缺点,但由于钼钢的经济性和良好的工艺性能,迄今在锅炉制造业中应用得还是相当普遍。1
钼的作用
首先,钼是溶于α铁素体的元素,它增大铁的自扩散激活能,提高铁的回复与再结晶温度。因为回复与再结晶是借助于局部地区原子位置的调整而进行的,在调整过程中,金属在外加应力作用下,原子的迁动可能变成一种定向的流动,引起蠕变速率加快。钼能提高晶格原子键引力,并能显著提高α铁素体的再结晶温度,因而能强化铁素体,提高蠕变强度。
钼同时也是较强的碳化物形成元素,在

系合金中,钼与碳形成各种类型的碳化物:当钼含量较低时,钼与铁、碳形成复合的渗碳体;当钼含量较高时,形成钼的特殊碳化物,如

、

、

、

、

等。在后两种碳化物中,钼与铁的原子数通常成如下的比例关系:

和

。
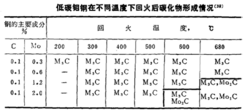
含0.6%
的低碳钢,经高达6800°c高温回火,钼不形成特殊碳化物。当钼含量超过1%时,则随回火温度的提高,有
型碳化物析出。不同钼含量的低碳铝钢,在不同温度下回火12小时后,碳化物形成情况参见图6。
钼钢的焊接
钼钢及铬钼钢适用于高温下工作。因此广泛的被采用来制造高压锅炉的联箱及导管等。铬钼钢因有高的强度及良好的焊接性,故在以前曾大量应用于飞机结构中,但近来已完全被较便宜而又各方面与它相差不远的铬锰硅钢所代替。2
钼对焊接性能的影响
在钼钢及铬钼钢中,钼是形成碳化物的元素。钼在钢中基本上是以

或

碳化物存在的,只有一部分溶解在肥粒体中。它能增加钢的强度而不减低塑性和韧性。在高温下,钼能保持钢的强度,减低蠕变的倾向。此外,钼还能增加钢的淬透深度,使钢的晶粒细化。在铬钢及其他合金钢中,钼能防止钢产生回火脆性。铬能提高钼钢的蠕变极限及热安定性,但铬常使钢的表面形成一层薄薄的难熔氧化物使铬钼钢的焊接性较钼钢差。2
钼钢的焊接方法
焊接钼钢的方法与焊接普通碳钢相似。气焊时,用中性焰或轻微碳化焰,不用熔剂,通常采用h08a牌号焊丝.但在强度要求较高时,应用h18crmoa牌号焊丝。
在一般情况下,焊接之前可不进行预热。但如焊接现场温度低于零度时,则在焊接前应按其材料厚度不同先预热至149~430°c。其焊接规范见图7。
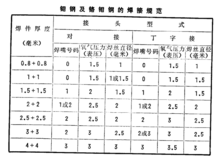
焊接时,熔池中的液体金属应尽可能保持较浓的状态,这样可减少过热及铬与钼的烧失。在焊接过程中,焊工应尽量设法减少中途间断,以免造成焊缝接头多,表面不光滑美观。
在焊接收尾时,焊接速度要快,焊嘴与工件之间的夹角应变小,将熔池填满,然后使火焰慢慢的离开熔融金属,这样可使气体较完全的逸出,而避免形成气泡。
当焊接停止后又重新进行焊接时,为了避免出现裂纹,必
须用火焰把焊接处均匀加热到250~300°c以下。2
焊后热处理
为了得到较高的强度(47~145公斤/毫米2),满足使用要求,焊后可进行下列处理。
1.将焊件加热至900~950°c,并随炉缓慢冷却。
2.加热至845~900°c,在油中淬火处理。
5.再加热至500~580°c,随后在静止空气中冷却,进行回火处理。2
米乐app官网登录的版权与免责声明
【1】本网站凡注明“学会秘书处”的所有作品,米乐app官网登录的版权均属于四川省金属学会所有,未经书面授权,任何媒体、网站或个人不得转载、摘编或利用其它方式使用上述作品。已经本网站协议授权的媒体或网站,应在授权范围内使用上述作品,并注明“来源:四川省金属学会”。违者本网站将追究其相关法律责任。
【2】本网站凡注明“来源:xxx(非学会秘书处)”的作品,均转载自其它媒体,登载此作品出于传递更多信息之目的,不代表学会观点或证实其描述,不对其真实性负责。作品内容仅供参考,如转载稿件涉及米乐app官网登录的版权等问题,请在两周内来电或来函与四川省金属学会联系。

